
制御設計の基本である「ピック&プレース(ワークを掴んで隣に置く)」装置。
ここまで単純な設備はなかなか無いとは思いますが、規模が大きい装置でも動き自体は単純動作の組み合わせのものは多いです。
この装置を例に、PLCのラダープログラム設計手順を全5回で自分なりに解説してみます。
今回は「仕様確認」と「I/O(入出力)の確認」です。
装置の動作仕様
今回想定する装置は、以下のような動きをします。
【前提となる安全・準備条件】
1. 運転準備(動力投入)のプロセス
単にスイッチを押すだけでなく、ハードとソフトの両面で「動かしても安全か」をチェックします。
- 投入条件: 非常停止(X00)が解除され、かつ制御エア圧(X07)が正常であること。
- 確認: 運転準備入(X01)により盤内の電磁接触器(MC)をONにする。プログラム上では、MCの補助接点である「MCアンサー(X03)」が返ってくることを全ての動作条件の親とします。
- 遮断: 非常停止(X00)または運転準備切ボタン(X02)の押下で即座に遮断します。
2. 操作権限とデバイスの集約
本設計では、物理的な操作盤の簡素化のため、以下の考え方でI/Oを振っています。
- 物理I/O: 「安全監視」、「センサ」、「出力」を割り当てます。
- 手動操作: 物理的な手動ボタンは配置せず、すべてタッチパネル(TP)上のボタンで行います。これらタッチパネルからの信号(内部ビット)の扱いや具体的な回路については、第2章で詳しく解説します。
【自動運転フロー構想】
また詳細は自動動作編にてやりますが構想としてはこんな感じです。
- 起動ボタンON(※運転準備完了、原点位置にいる等の条件)
- シリンダ下降
- チャック閉(ワークを掴む + センサで把持確認)
- シリンダ上昇
- 右へ移動
- シリンダ下降
- チャック開(ワークを置く)
- シリンダ上昇して原点(左)へ戻る
I/O(入出力)の洗い出し
■ 入力(Input:X)
【システム・安全系】
ここは、シリンダを動かす前の「大前提」となるグループです。
| アドレス | 信号名 | 接点形態 | 役割 |
| X00 | 非常停止ボタン | b接点 | 「とにかく全部止める」ためのボタン。動力が問答無用で落ちます。 断線しても止まるように、普段から電気が流れている(b接点)のが鉄則です。 |
| X01 | 運転準備入ボタン | a接点 | 「動力ON」の合図。これを押して初めて、盤内の電磁接触器(MC)がカチッと入り、動力が入ります。 |
| X02 | 運転準備切ボタン | b接点 | 「動力OFF」のボタン。非常停止を叩くほどではないけれど、作業を終えるときなどにスマートに電源を落とす用です。断線しても止まるようにb接点です。 |
| X03 | MC_ON | a接点 | 「本当に動力が入った?」の確認。PLCが命令を出しても、盤内の部品が壊れていたら動きません。それを監視する「返事」です。 |
| X04 | 自動/手動切替スイッチ | – | 「モードの切り替え」。手動で動かしたいのか、自動に動かしたいのかをPLCに伝えます。 |
| X05 | サイクル起動ボタン | a接点 | 自動運転を始めるときに押します。 |
| X06 | サイクル停止ボタン | a接点 | 「今やってる仕事が終わったら止まれ」の合図。急停止ではなく、キリの良いところで止める用です。 |
| X07 | エア圧正常 | a接点 | 「空気の圧力チェック」。エアが無いのに動かすと、シリンダが中途半端な位置で止まり、機械を壊します。 |
| X08 | 異常リセットボタン | a接点 | アラーム消去用。 |
| X09 | 原点復帰ボタン | a接点 | 原点復帰したいときに使用します。 自動起動するために設備を原点へ戻します。 |
【センサ・ワーク検知系】
現場のシリンダが今どこにいるのか、ワークがあるのかを監視するグループです。
| アドレス | 信号名 | 役割 |
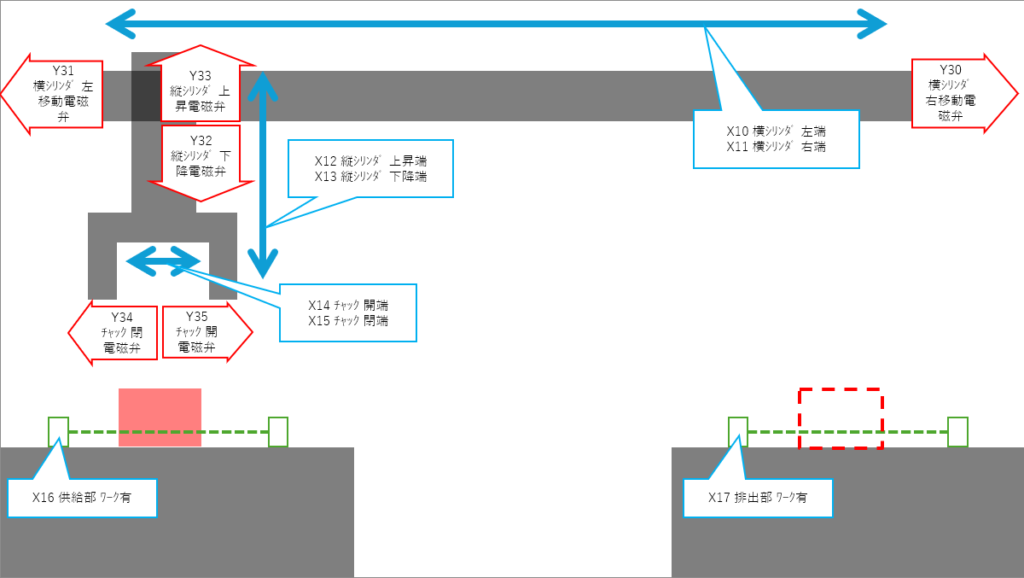
| X10 | 横シリンダ 左端 | 原点位置(戻り端)。 |
| X11 | 横シリンダ 右端 | 搬送先位置(出し端)。 |
| X12 | 縦シリンダ 上昇端 | 原点位置。 |
| X13 | 縦シリンダ 下降端 | ワークを掴む/置くための位置。 |
| X14 | チャック 開端 | ワークを離したことの確認。 |
| X15 | チャック 閉端 | ワークを掴んだことの確認。 |
| X16 | 供給部 ワーク有 | 取りに行くワークがあるかどうかの確認。 |
| X17 | 排出部 ワーク有 | 「置き場所は空いてる」かの確認。これを見ないと、すでにモノがある場所に無理やり置いて、機械がグシャッといきます。 |
■ 出力(Output:Y)
【管理・表示・警報系】
PLCが命令を出したり、知らせたりするグループです。
| アドレス | 信号名 | 役割 |
| Y20 | 運転準備可 | PLCが「安全確認OK!」と出した許可証。これが無いとハード的に動力が入りません。 |
| Y21 | 運転準備完了ランプ | 動力が入り、いつでも動かせる状態の表示。 |
| Y22 | 自動運転中ランプ | 装置が稼働中であることを周囲に知らせる表示。 |
| Y23 | ブザー | 異常発生時に音でオペレータを呼ぶ。 |
【駆動系】
PLCが命令を出して、実際に動かすグループです。
| アドレス | 信号名 | 現場での役割・こだわり |
| Y30 | 横シリンダ 右移動電磁弁 | シリンダの横移動命令。 |
| Y31 | 横シリンダ 左移動電磁弁 | シリンダの横移動命令。(原点) |
| Y32 | 縦シリンダ 下降電磁弁 | 縦シリンダの下降命令。 |
| Y33 | 縦シリンダ 上昇電磁弁 | 縦シリンダの上昇命令。(原点) |
| Y34 | チャック 閉電磁弁 | ワークを掴む命令。 |
| Y35 | チャック 開電磁弁 | ワークを離す命令。(原点) |
まとめ
本章では、単純な搬送ユニットを題材に、設計の土台となる仕様確認とI/O割付について解説しました。ポイントは以下の2点です。
1. 制御の基本思想
- 「守る」ための設計: 物理入力(X)は、単に動かすためではなく、装置や人を守るための監視(非常停止・動力監視・エア圧・干渉防止)も必要です。
- MCアンサーの重要性: PLCが命令を出すだけでなく、盤内の電磁接触器(MC)が実際に動作したかを「X」で確認し、全ての動作条件の親とします。
2. I/O割付
- ワード単位の機能分離: 「00番台はシステム・安全系」「10番台は現場センサ系」と機能ごとにワード(16点)単位で管理することで、回路の視認性とメンテナンス性を高めます。
- 操作の集約: 手動操作をタッチパネル(TP)へ集約し、物理I/Oを安全監視に特化させることで、コスト抑制と信頼性を両立させます。
次章では、今回定義したI/Oを使い、実際に手動回路を組む際のポイントを解説します。
【おまけ】大規模案件での効率化について
今回の例であれば手書きで十分ですが、実際の現場ではこれが数十倍のボリュームになります。
私は、数百枚のPDF図面から数千点のアドレスを正確にExcelへ転記する「作業」をゼロにするため、リストを自動生成するツールを自作して運用しています。主に改造や、PDF図面のみの支給の設計案件に活用しています。
こうしたルーチンワークはツールに任せ、設計者は「回路の中身」を練ることに思考を割くべきだと考えているからです。もし、膨大な転記作業にリソースを削られている方がいれば、参考にしてみてください。
コメント